



TAILORS WORLD編集部の福田です。
2024年11月22日行われた、国際衣服デザイナー・エグゼクティブ協会(IACDE)主催の工場見学会に参加させて頂きました。今回は御幸毛織株式会社の、四日市にある生地整理加工の現場の見学会でした。
御幸毛織は、愛知県名古屋市に本社を構える高級服地メーカーで、1905年に創業し、織布から染色、縫製、販売まで一貫した生産体制を持つ点が特徴です。紳士服地や紳士服の製造・販売を主力事業とし、特にスーツ地においては国内外で高い評価を得ています。また、縫製事業にも注力しており、自社工場での縫製技術を活かした高品質な製品の提供を行っています。
御幸毛織の紹介と、生地整理加工の現場の紹介をさせて頂きます。
目次
歴史ある御幸
2025年には、120周年を迎える同社。
御幸毛織株式会社は、1905年に織布・染工場として創業し、1918年に株式会社を設立。高品質な服地の提供を基盤に、1953年に「ミユキテックス」を発売し、1957年からは33年間続くTV番組「ミユキ野球教室」を放送するなど、ブランド価値を高めました。
1979年には英国にミノバ株式会社を設立、1980年にはオーストラリアにミユキ牧場を開設するなど、国際展開も積極的に行っています。2003年にテキスタイル専業の新御幸毛織を設立し、2009年には東洋紡績の完全子会社となりました。
2011年には四日市工場を稼働し、2017年には御幸販売、2018年には東洋紡テクノウールを吸収合併するなど、事業を統合して強化。2025年に創業120周年を迎え、長い歴史の中で伝統と革新を両立して発展してきた企業です。
四日市工場環境
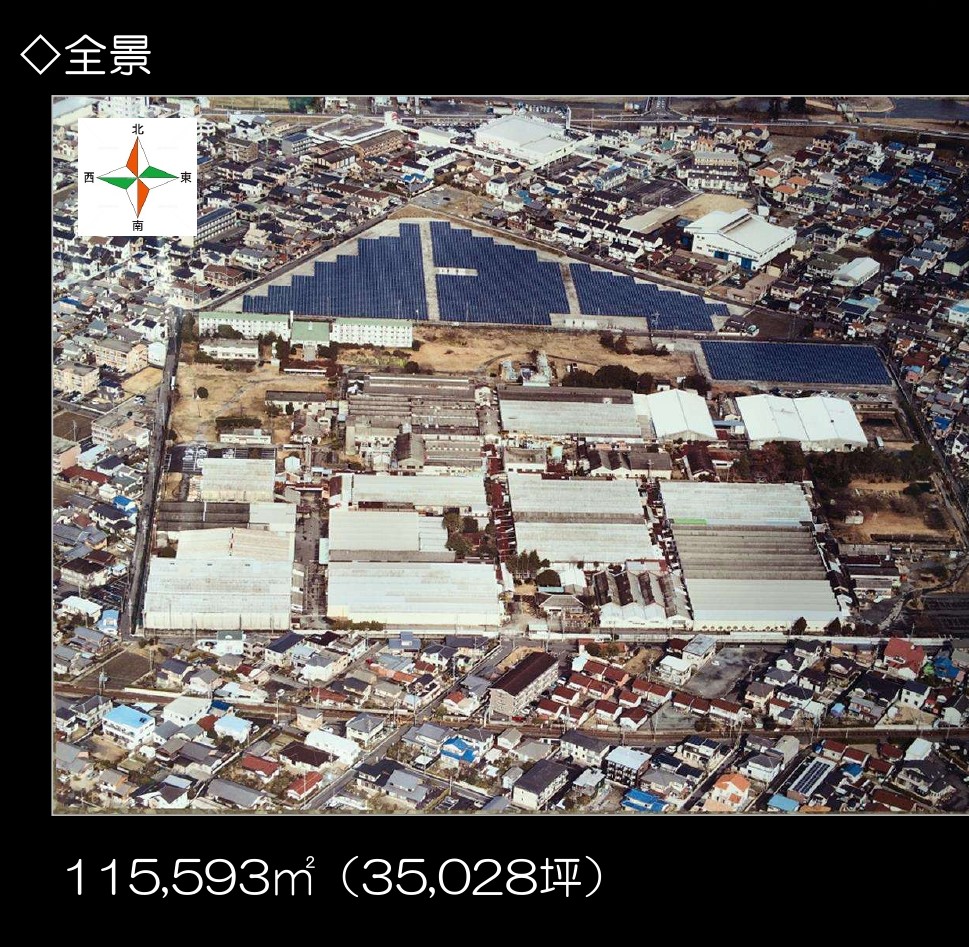
上記が上から見た、四日市工場の全体画像です。敷地は東京ドーム2.5個分の広大な広さを有します。
敷地内には数社、他企業もありますが、幅広且つ長い生地を扱うだけに、広々したスペースとなります。

上記は、真ん中にある広場です。余裕で野球が出来るくらいです。
奥に建物が並んでますが、こちらが生地整理を行う工場の建物になります。全ての屋根が「北向き」に作られていて、日中を通し生地の色味等を確認するのに、一定な光を取り入れる為の工夫となります。

三重県は、高品質な生地を作るのに必要な綺麗で水が豊富にあります。鈴鹿川、雲出川、櫛田川、宮川があり、宮川は、日本一の清水に選出されています。
同じく綺麗な水が必要な酒作りにも向いている風土であり、35の日本酒蔵元もある様です。
工場の制服

2023年リニューアルされた、働く皆さんの制服です。ブランドScyeの宮原氏がデザイン担当をされてるとの事で、流石にかっこいい制服でした。社員の皆さんが背中に御幸マーク(おにぎりマーク)を背負い、日々頑張れる様にとのことで、コスト的にもかなり高額になったとの事で、力の入れようが感じられました。
若い世代の活躍

四日市事業所の従業員数138名の内訳は以下の通りです。29歳以下が全体の約1/3を占めており、日本のものづくりの現場で若者離れが叫ばれる中、この割合は非常に特徴的で注目に値します。
- 29歳以下:46名
- 30~39歳:23名
- 40~49歳:4名
- 50~59歳:40名
- 60歳以上:25名
上記の画像ですが、壁にイラストが描かれています。工場内に何箇所かあるのですが、全て若手社員が描いてるとの事でした。こういった所から、伸び伸びと働ける環境も整っている事が伺われ、若い方が多く活躍されてるんですね。ちなみにこのイラストは、「四日市のバンクシー」と呼ばれてる様です。
毛織物になるまでの流れ
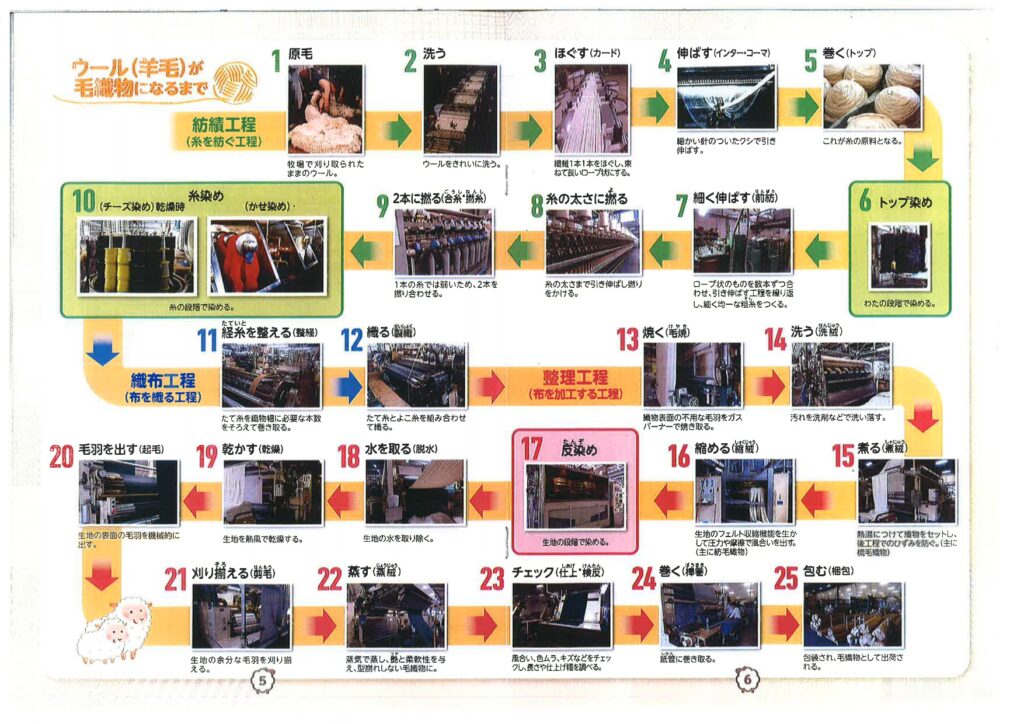
糸(紡績)
↓
染色(TOP)・染色(糸)・染色(反)
↓
織(整経)・織(織機)
低速織機(ションヘル)・高速織機(レピア)
↓
加工(湿加工)
湿セット・ロープ洗浄機・オープン洗浄機
縮絨機
↓
加工(乾加工)
毛焼き機・乾燥機・ペーパープレス機・蒸絨機
↓
検品・梱包
補修・検反・梱包・出荷
上記の工程の太文字が御幸四日市工場での工程となります。最初の紡績と生地の織に関しては提携工場で行われます。順を追ってご紹介していきます。
染色(TOP染)

棒状に巻き付けられた綿(ワタ)、ウールトップ。この状態で入荷したものを染めていきます。
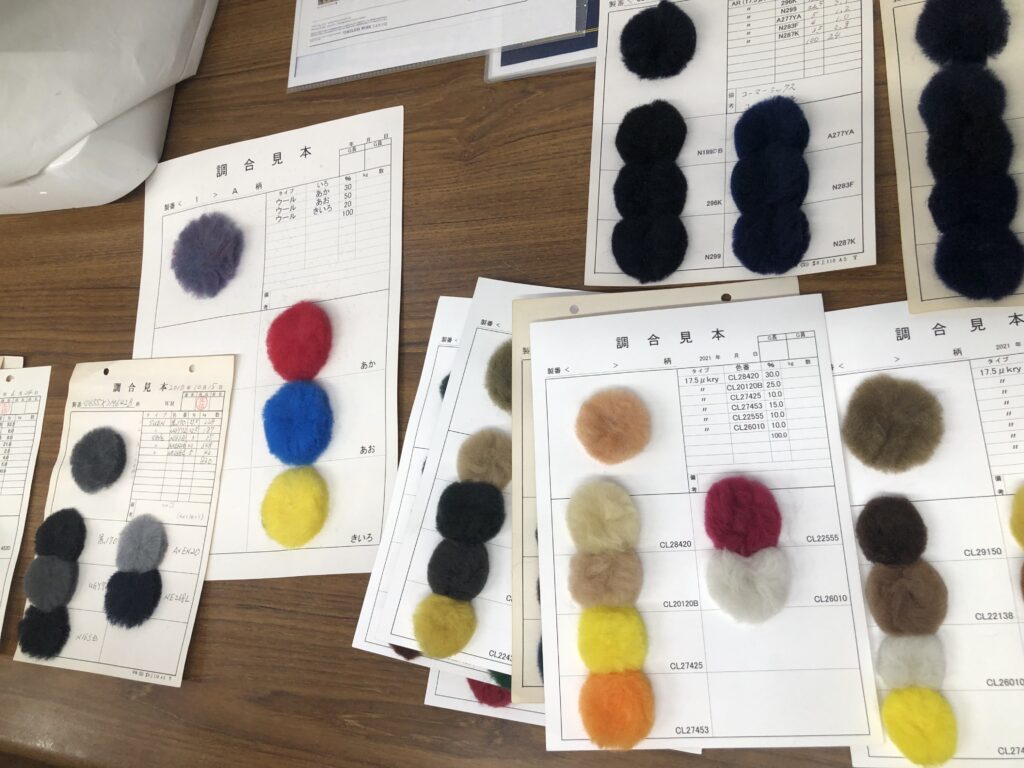
膨大にある色のレシピを元に染めていきます。


染場になります。釜の様なものウールトップを入れて染めていきます。


染め上がった綿(ワタ)を、色が滲み出さない様に色留め薬剤に通します。

染め上がりです。
紡績工程

複数色のトップを、混ぜ合わせ使用する事も。それにより、生地に、色の奥行きと深みが出る。

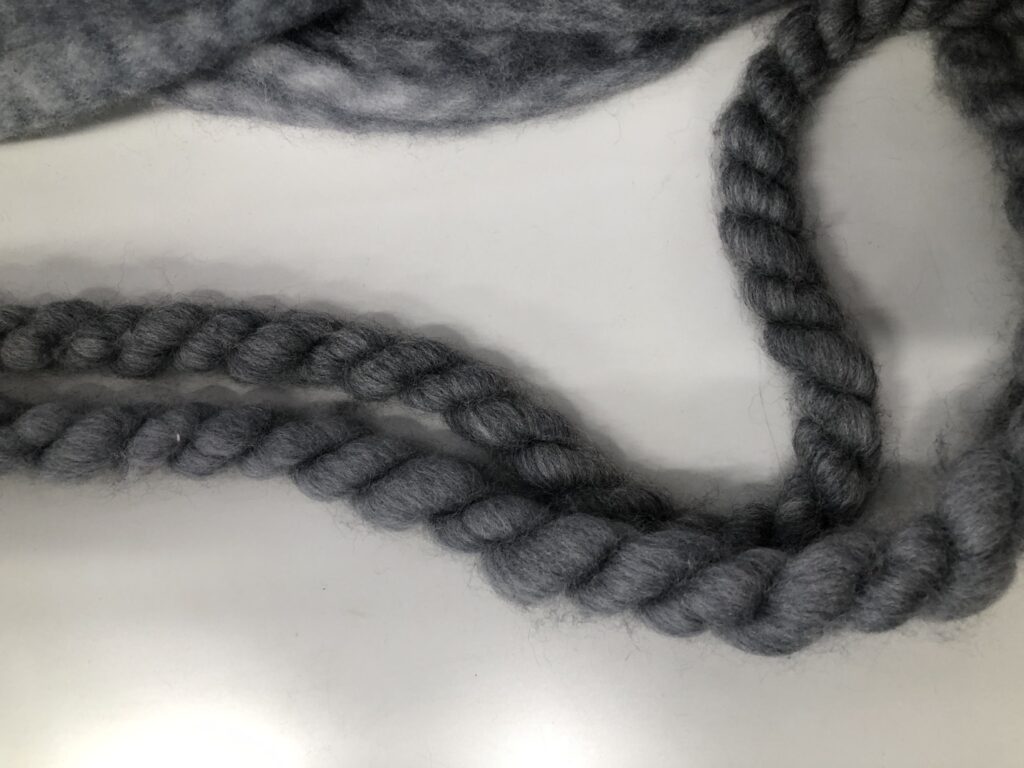
左の3色のワタを混ぜ合わせる事により、右の色に仕上がります。
上画像で紹介した内容を簡易的に実演して頂けました。

※イメージ画像です
※画像引用元:https://tohmfta.com/size-of-uniform/
御幸毛織は、制服関連の依頼も多く、中には防衛省の制服生地もつくる為、防犯面で簡単に真似出来ない様に、奥行きある複雑な色味を表現する必要がある為、様々な色を混ぜ1本の糸にしていく様です。
染色(反染)


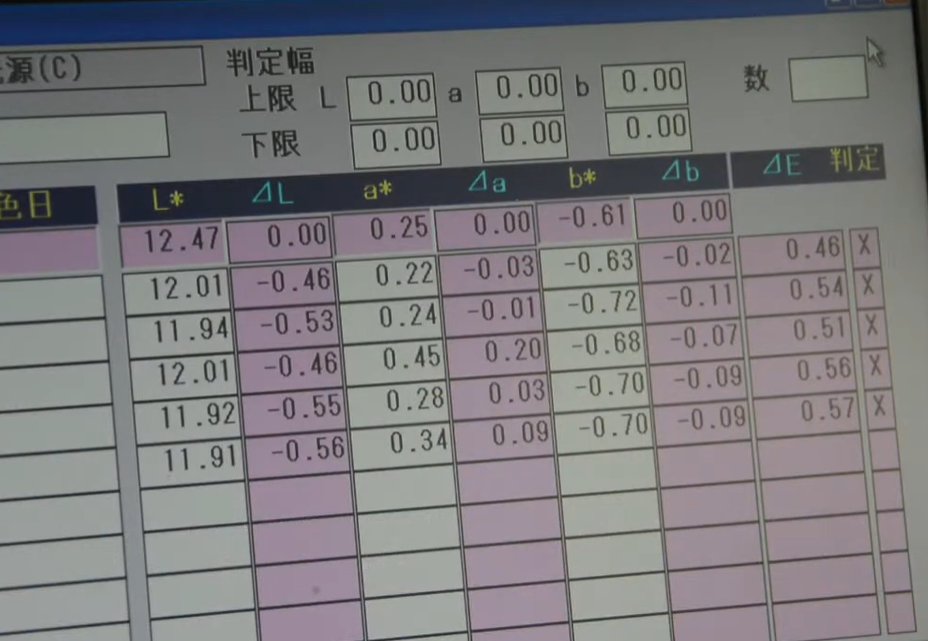
反染めの工程になります。本番前に、鉄製のカプセルで、わずかな生地断片を染めて色を確認するビーカー染め作業。これにより染料の配合を決めます。
中央画像は、「測色機」染め上がった断片に光をあて、その反射で色を数値化(右画像)します。

色ビーカーを元に、本場の生地を染める工程となります。4反分入る釜。周りながら4~5時間かけて染めていきます。
湿加工(洗い加工)


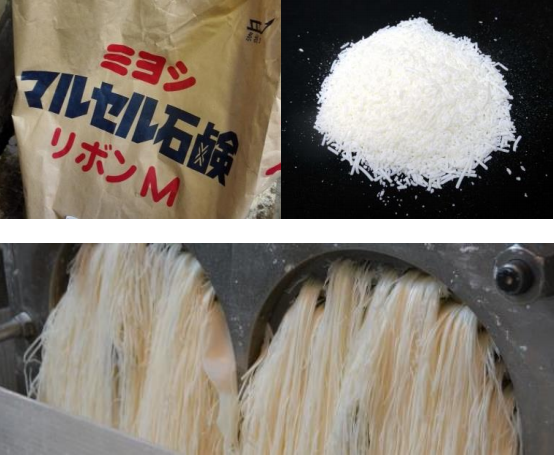
染後は、洗い加工工程になります。洗いにもこだわりがあり、一番のこだわりは、天然石けん(石鹸)と、四日市の綺麗な水になります。
生地の風合いを決めるのに石けん(石鹸)は非常に重要です。
添加物なしの天然油脂成分から作られる天然石けんを使用していますが、実は天然石けんは使いこなすのが非常に難しいのです。多くのメーカーは合成洗剤を使ってますが、御幸は極上の生地作りには天然石鹸と信じ取り組んでいます。

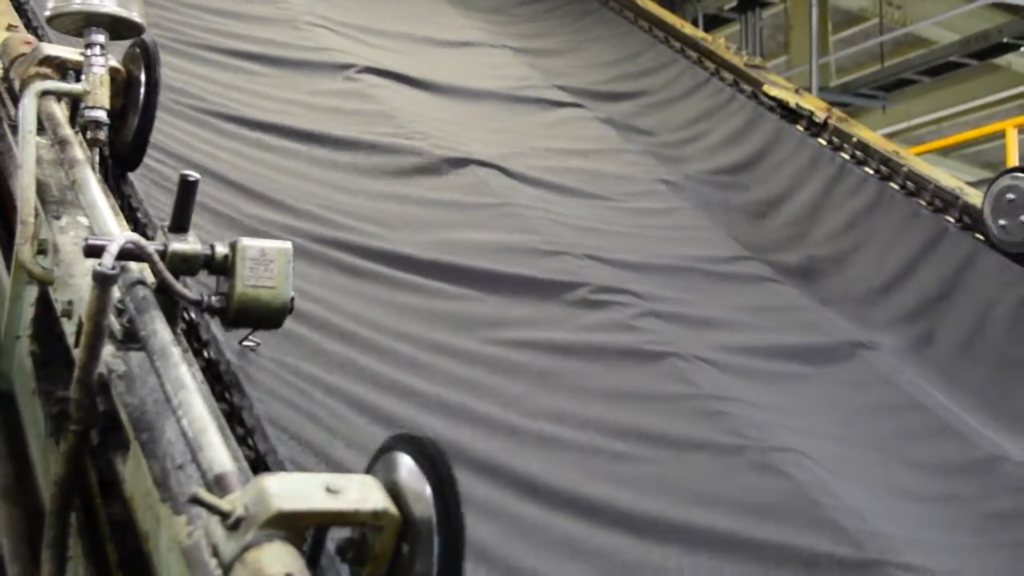
ロープ洗絨機という巨大な設備で洗っていきます。世界にここだけにしかない、60反を洗える巨大装置で、正転と逆転を繰り返し行っていきます。洗う事でウールの風合いが出てきます。

上記のロープ洗浄機に対し、シワになりやすい生地を、広げたまま洗える、オープン洗浄機があります。
洗浄中の画像です。


装置の奥に、上記の天然木の板があり、生地がこすられて洗われます。
この天然板もこだわりの逸品になります。北海道のアサギの木を使用し、宮大工が彫って作成、
かなり高価なものだということです。
木が擦り減っているのが確認出来ると思いますが、2年で駄目になる様です。木が擦り減る事で
生地にはダメージを与えることなく、洗浄できます。
乾加工(乾燥)

乾燥の工程に入っていきます。
画像は乾燥セット機(テンター)横に30m程ある大きな設備です。
地の目の歪みをセンサーで察知し、修正しながら、生地を乾燥させて、幅をセットしていきます。
生地端に、無数の針を刺し込み、生地幅をセットしながら乾燥機に送り込んでいきます。撥水等の薬品加工も行うこともあります。
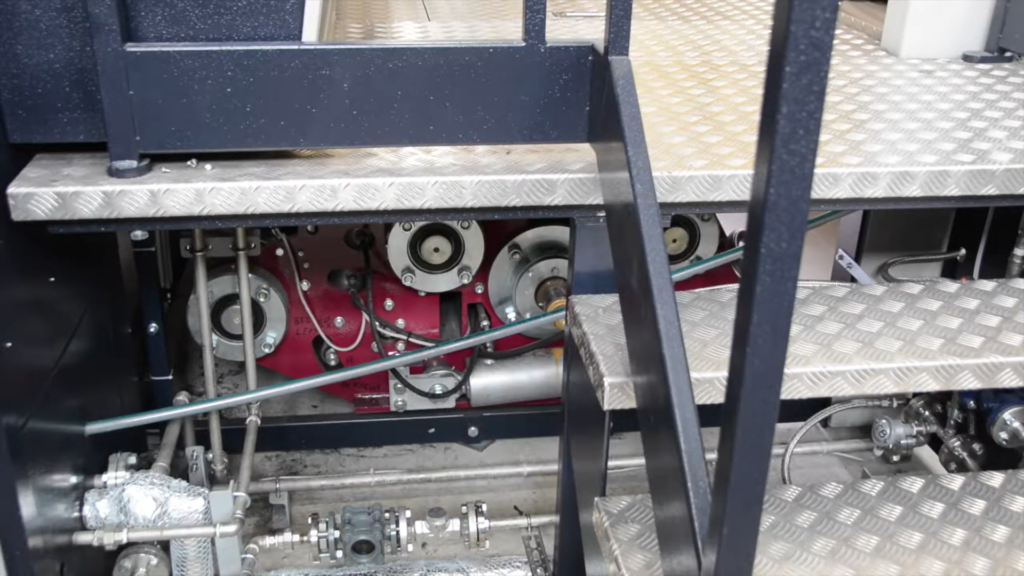
乾加工(プレス)

連続フラットプレス機です。平らな状態で生地を加熱した鉄板とプレスペーパーに通し加圧、加熱しセットすることで、耐久性ある艶・ヌメリ・コシを出すことが出来ます。
300kgの圧力をかけます。
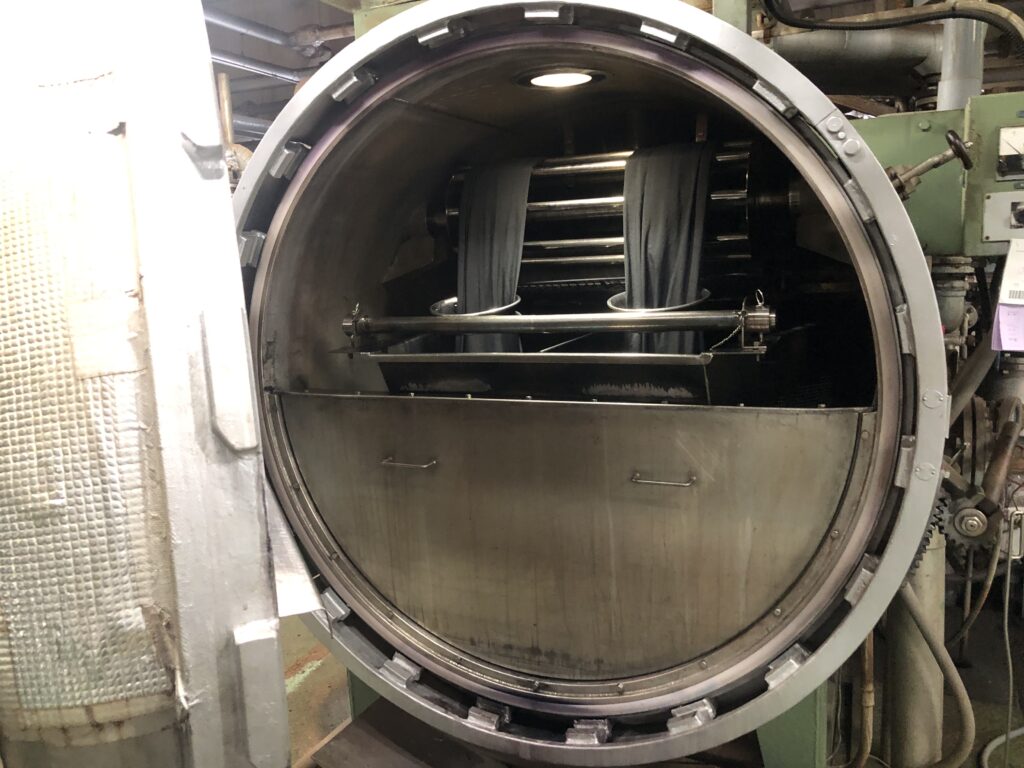
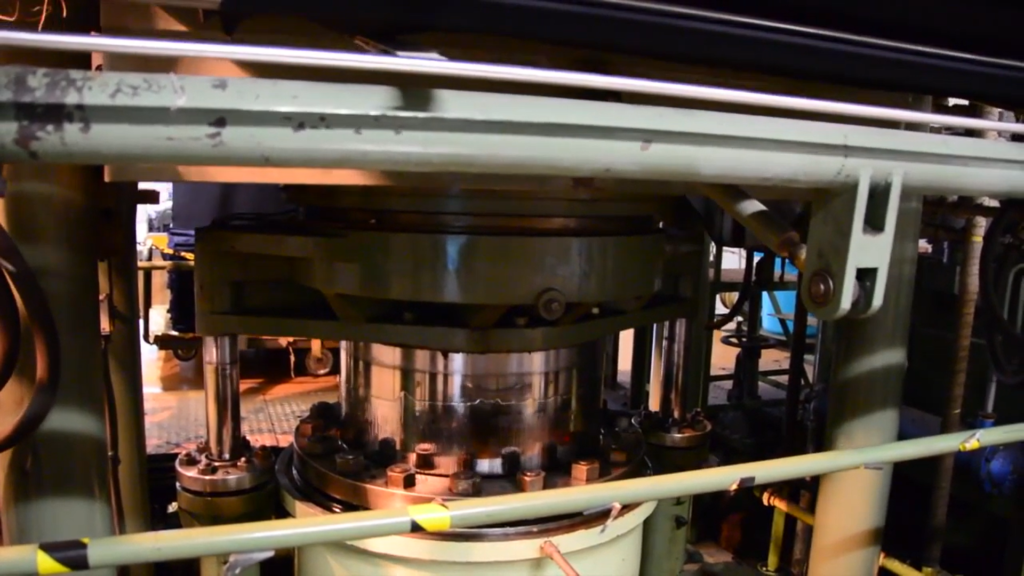
乾加工(蒸し)

密閉式蒸絨機、密閉した圧力釜で蒸気で蒸す。
生地をシリンダーに巻き取り釜に入れて高圧の蒸気で蒸し、強いセットをします。
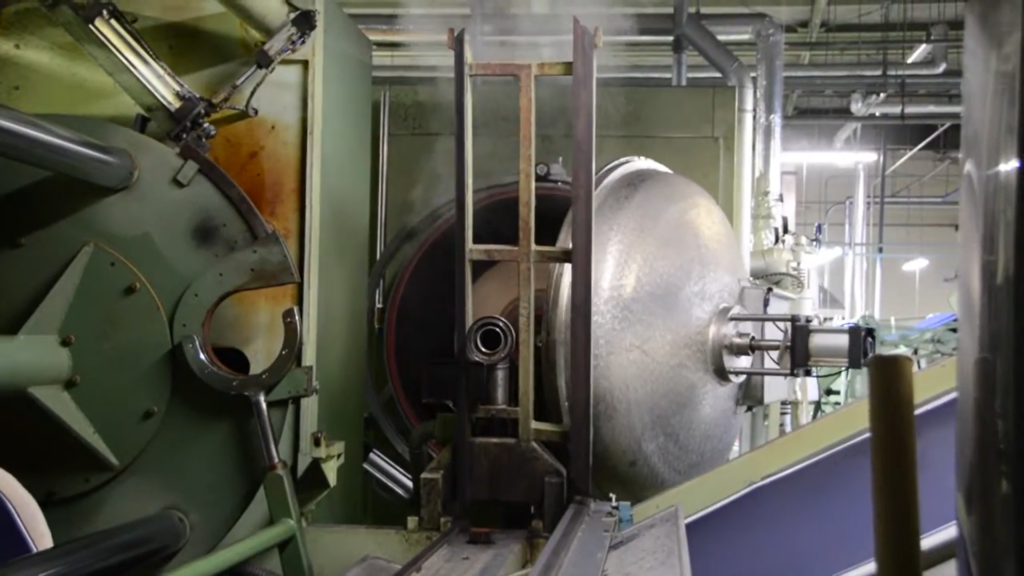
乾加工(プレス+蒸し)

イタリアから輸入した、密閉式高圧蒸絨機、最新機器です。
前述の、プレスと蒸しの工程を、この1台で行えるので効率化出来る。
蒸し上がった織物の表面のツヤを自然なツヤに戻したり、適正な水分状態にして寸法を安定させ、歪みのない生地に仕上げます。

プレスのテンションを自在にコントロール出来る機能があり、ストレッチ性の調整が可能となる。
生地補修



20代前半の女性3名のチームで構成。※普通は60代以上が多く珍しい様です。
生地補修の技術を、3ヶ月修行を行い現場に入ります。最初は1名からスタートし現在は3名。
自分たちでこのスペースをデザインや配置を行う。
この補修室は集中力が必要で、工場内で唯一、空調が整っているそうです。
検反


自動送り装置を使用し、キズや斜行の確認を行っています。
まとめ
いかがでしたでしょうか。
駆け足でのご紹介となりますが、流れのイメージはついたかと思います。今回見学させて頂いて、品質管理の徹底ぶりに感心しました。
弊社でも縫製受託事業を行っている関係で、様々な国、ブランドの生地が入ってきますが、思い返してみると、御幸生地に関しては、キズや不良のイメージが全く無いことに気づきました。
御幸だからなのか、他の日本のメーカーもそうなのかを追求すべく、今後も他メーカー様のご紹介を行っていける様、今後にもご期待ください。
そのほか附属や縫製サービスのお問い合わせはこちらまでお願い致します。
銀座のテーラーにて職人見習いを経てヤマモトに。